Bei dem SLA Stereolithografie Verfahren kommen Photopolymere zum Einsatz. Diese Photopolymere sind UV-empfindliche flüssige Kunststoffe auf Epoxidharz-Basis, die bei diesem Verfahren von einem UV-Laserstrahl ausgehärtet werden.
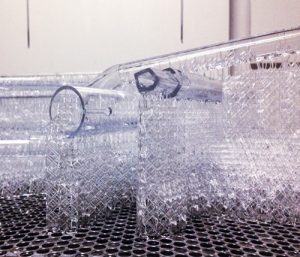
SLA-Modell
Dieser UV-Laserstrahl wird mit Hilfe von beweglichen Spiegeln über dem Kunststoffbad entsprechend der 3D Daten geleitet. Durch Absenken der Trägerplattform im Kunststoffbad wird mit Hilfe eines Wischers immer wieder eine neue Epoxidharz-Schicht aufgetragen. So wird das Werkstück schrittweise von unten nach oben Schicht um Schicht aufgebaut, bis das reale SLA-Modell fertiggestellt ist.
Bei diesem Verfahren sind Stützstrukturen notwendig, die verhindern, dass Überhänge beim Druck im flüssigen Kunststoffbad wegschwimmen. Diese Stützstrukturen müssen anschließend mechanisch entfernt werden, da sie aus dem gleichen Material bestehen wie das Werkstück.
Nun muss das flüssige Harz erstmal abtropfen und das SLA-Modell wird mit Isopropanol von überflüssigem Harz sowie vom Stützmaterial gesäubert. In einer UV Kammer bekommt das Werkstück nun seine eigentliche Härte, da das Modell durch das UV Licht nun vollständig polymerisiert.
Die Stereolithografie ermöglicht eine hohe Präzision bei feinen Strukturen und geringen Wandstärken sowie eine glatte Oberfläche des Modells. Das SLA-Modell eignet sich als Urmodell für die Vervielfältigung des Werkstücks per Vakuumguss.
Für mehr Informationen zum SLA Stereolithografie Verfahren besuchen Sie bitte unsere Downloads.


